北京通州药芯耐磨焊丝

-
 河北药芯焊丝国标药芯焊丝
河北药芯焊丝国标药芯焊丝
面议
-
 山西朔州ERZNi铸铁焊丝
山西朔州ERZNi铸铁焊丝
面议
-
 用途hs117钴基焊丝
用途hs117钴基焊丝
面议
-
 北京海淀D998焊丝
北京海淀D998焊丝
面议
-
 湖南银焊丝特点
湖南银焊丝特点
面议
-
 T107铜焊条含税包邮
T107铜焊条含税包邮
面议
-
 天津河北旋耕机刀片耐磨焊丝
天津河北旋耕机刀片耐磨焊丝
面议
-
 253ma不锈钢焊丝
253ma不锈钢焊丝
面议








北京通州药芯耐磨焊丝
产品别名 |
耐磨焊丝,耐磨焊丝 |
面向地区 |
全国 |
规格 |
2.00mm |
技术人员对使用中出现的拉拔断裂原因进行了分析,认为线材屈服强度高、组织不均、内部铁素体晶粒细小、边部出现魏氏组织铁素体是耐磨药芯焊丝拉丝断裂的主要原因,提出了相应的解决措施,解决了耐磨药芯焊丝拉丝断裂问题采用夹杂物图像分析仪、大样电解、扫描电镜及能谱分析等方法。
近年来国内耐磨药芯焊丝的使用市场一直呈现加速上升趋势,就国内耐磨药芯焊丝生产能力远不能满足市场的旺盛需求,这样也就为国内建设新的耐磨药芯焊丝企业提供良好机遇!
在耐磨药芯焊丝的使用品种上,以钛型气保护碳钢和低合金钢药芯焊丝多,硬面耐磨药芯焊丝和自保护耐磨药芯焊丝次之,气保护不锈钢耐磨药芯焊丝(少量用于耐腐蚀容器和大型医疗器械中)和金属粉芯耐磨药芯焊丝(少量应用于钢结构和桥梁上)为少。
堆焊复合耐磨钢板在水泥厂的应用
堆焊复合耐磨钢板在水泥生产上的应用非常普遍,它是以电弧堆焊的方法在普碳钢板上沉积一定厚度的耐磨合金层,复合界面为完全冶金结合,用普碳钢作基材,使得耐磨复合钢板既有的抗磨损性能又兼备了低碳钢板的特点,可以进行焊接、拼接、弯曲、卷弧、卷管、打孔等,这是铸造耐磨材料所无法实现的。的耐磨层厚度在堆焊一层时为3-5mm,堆焊2层可达6-10mm,焊道宽度在30-50mm。作为基材一般采用Q235钢板,厚度一般在6~20mm。堆焊层碳的质量分数可达4.5%~6%,铬的质量分数在25%30%。合金层的硬度在55~65HRC,金相组织为大量先共晶碳化物十共晶碳化物+马氏体十残留奥氏体。高耐磨的堆焊层和高韧性的母板复合在一起,使耐磨复合钢板兼备了高耐磨、抗冲击和可加工的特点。
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。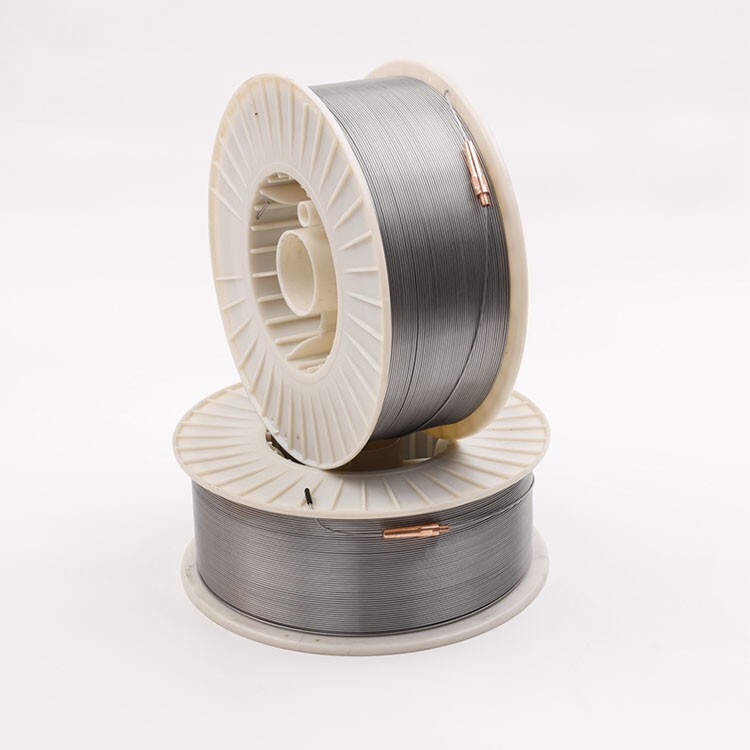
我公司的耐磨钢板除了有很好的耐磨性外还有三大特色
1、超薄,总厚度可以控制在6mm,适合客户的特殊需要.
2、我公司的耐磨钢板的一张面积可以达到24平方米,即12mX2m,深受矿山及客户的青睐.
3、抗高温耐磨钢板,是我公司新技术,工作温度可以达到1000度,真正的解决了冶金行业高温磨损难题.
我们针对磨损情况合理选择耐磨钢板,有五大系列:高硬度耐磨钢板,高强度耐磨钢板,抗冲击耐磨钢板,耐高温耐磨钢板,抗腐蚀耐磨钢板,深受到机械设备,水泥,矿山,玻璃,电厂,化工等领域的认可。
经营耐磨钢板_瑞典进口耐磨板_耐磨板,同时,为了更好的方便客户,我们提供耐磨板切割、机加工、折弯等一系列加工服务。为客户提供一站式的,耐磨板整体解决方案。公司销售瑞典进口耐磨钢板为主,交货状态为回火和调质(淬火+回火)两种,厚度:3mm-150mm宽度:1500-2200MM规格牌号众多。事实证明:硬度是指在耐磨板的整个使用寿命期内都提供耐磨保护的特性。高硬度可使磨损降至低,因为磨料的锐边很难切入坚硬的表面。瑞典进口耐磨板的硬度不仅仅停留在表层,而是从里到外都十分坚硬。硬度不会与耐磨板的其它结构性能发生冲突。耐磨钢可提供广泛等级和尺寸以满足您的具体应用需求。进口耐磨钢板可用于制造铲斗、装载机、自卸车、选粉机,溜槽以及各种耐磨衬板。SB系列耐磨钢板经得起任何形式的、来自于各种各样岩石、沙子及砾石的磨损。耐磨钢板可用于制造铲斗、装载机、自卸车、选粉机,溜槽以及各种耐磨衬板。耐磨钢板经得起任何形式的、来自于各种各样岩石、沙子及砾石的磨损。
不氧化法又称装入法。这种炼钢方法没有氧化期,炉料熔化后立即还原。不氧化法用于冶炼某些高合金钢,如高锰钢、高铬钢,等。在不氧化法炼钢过程中,和合金钢返回料是随其它炉料一起装入,由于不进行氧化过程,用电比较省。不氧化法炼钢缺点如下:
1、由于没有氧化脱碳过程,不能靠的钢液沸腾来清除钢液中的气体和非金属夹杂。
2、由于没有氧化期,不能有效地脱磷。
3、没有氧化脱碳过程,不能降低钢液中碳含量,不适宜冶炼低碳合金钢。
不氧化法基本上是炉料重熔过程。为了耐磨钢板的质量,应该掌握好工艺要点:
控制耐磨钢板的配料化学成分不氧化法炼钢过程中,各种元素含量变化很小,钢板的化学成分基本上由炉料决定,所配料时应将各种成分都配好,在还原期只作小范围调整。
碳:炉料平均碳含量应为规格下限或更低,在还原期钢液会增碳。
磷、硫:炉料中磷含量应比规格规定低w(P)0.02%,硫量也不超出规格规定。
山东上焊焊接材料有限公司
山东上焊焊接材料有限公司,是国内较早开发和生产焊接材料的厂商。公司主营业务为开发、生产和销售焊丝及焊条( 特种焊接材料,堆焊耐磨焊接材料,不锈钢焊接材料,镍基合金焊接材料,耐热钢焊接材料,埋弧焊丝,气保焊丝,药芯焊丝, 钛焊丝, 银焊丝, 铝焊丝, 铜焊丝,低合金钢焊丝系列),公司设备精良,其中关键工序的设备系从美国、德国等国家引进。公司具备完善的生产、试验和检测手段,技术力量雄厚。公司具有较强的研发能力,先后与西安科技大学、宝钢钢铁公司、鞍山钢铁公司、邯郸钢铁公司建立了良好的合作关系 自创立以来,公..……