



高铬铸铁堆焊焊条图片

-
 河南铝铜药芯焊丝药芯焊丝
河南铝铜药芯焊丝药芯焊丝
面议
-
 山西镍基焊丝镍基焊丝牌号
山西镍基焊丝镍基焊丝牌号
面议
-
 山西co106钴基焊丝钴基焊丝
山西co106钴基焊丝钴基焊丝
面议
-
 内蒙古紫铜焊丝焊丝
内蒙古紫铜焊丝焊丝
面议
-
 湖南铝硅焊丝铝基焊丝
湖南铝硅焊丝铝基焊丝
面议
-
 焊条磷铜含量
焊条磷铜含量
面议
-
 天津耐磨药芯气保焊丝药芯焊丝
天津耐磨药芯气保焊丝药芯焊丝
面议
-
黑龙江镍基焊丝813镍基合金焊丝
面议







高铬铸铁堆焊焊条图片
产品别名 |
铸铁焊条,铸铁焊条 |
面向地区 |
全国 |
材质 |
铸铁 |
类型 |
铸铁焊条 |
球墨铸铁焊接的时候出现裂纹是完全可以焊接,并且用冷焊接工艺采用高抗裂的WEWELDING777铸铁焊条焊接,控制好焊接过程温度不要过高即可,具体规范如下:
1、一定要找到球墨铸铁裂纹的源头,甚至可以加热然后敲击,或者着色探伤来显现裂纹。
2、处理好表面的油污,杂质,湿度等不利于焊接的因素,以防产生气孔。
3、有条件对裂纹两端做止裂孔,防止焊接时候热膨胀产生裂纹延伸。
4、用分段跳跃的焊接方式焊接,冷焊工艺焊接,重要的铸铁设备选用WEWELDING777特种铸铁焊条焊接,因为只有抗裂性能好了,并且满足冷焊工艺而不会产生延迟裂纹的前提下才可以用。
5、焊接过程中可以通过敲击冷却,减少裂纹概率。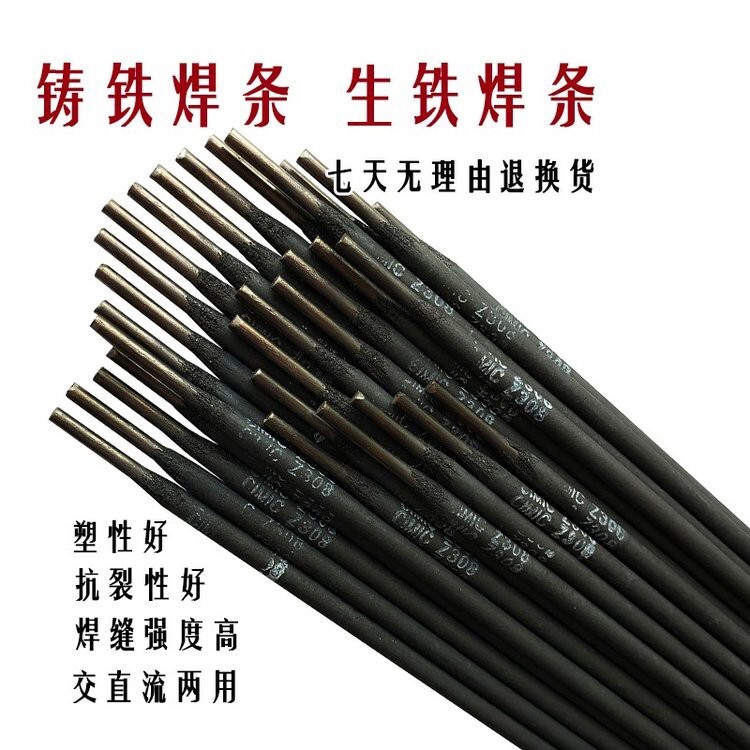
氩弧焊能焊接铸铁,但是从实际的现场铸铁焊接经验来说,氩弧焊接铸铁更多的是用于铸铁铸件的铸造缺陷比如气孔或者细微磨损,这种氩弧焊丝也建议选用抗裂性能好的WEWELDING777TIG的氩弧焊丝焊接,如果是焊接铸铁的断裂,及大长度的裂纹承压的话,是建议WEWELDING777特种铸铁焊条小电流小规范冷焊工艺焊接为妥。
技术参数
抗拉强度:≥70,000 PSI (≥482牛顿/平方毫米)
屈服强度:一般62,000 (≥427牛顿/平方毫米)
硬度(HB):185HB 与母材颜色搭配:相似
电源选择:交直流两用,直流时直流反接
工艺参数
直径(毫米) φ2.4 φ3.2 φ4.0
电流(安培) 60-100 85-110 90-140

铸铁跑铜焊是没有办法的办法,此方法也强烈建议只运用于普通的民用没有价值的铸铁件,重要的铸铁件是千万不可以用这种硬铜火焰钎焊的,因为跑铜焊熔点温度过高,达到900度左右,铸铁在高温下焊接后不经过保温处理,冷却裂纹倾向非常之大,即便是保温处理,应力的影响对于铜焊层来说也显得力不从心,所以如果个人建议如果用铜焊,还不如加热600度左右,然后快速用J506的普通焊条焊接,焊后保温缓冷,这个也比铜火焰焊接强。 如果是重要的铸铁设备,比以上两种方法工艺更加放心的就是用高抗裂的WEWELDING777特种铸铁焊条焊接,一种进口的2磅(0.9公斤)包装的小蓝盒子包装的进口铸铁焊条,用冷焊工艺焊接,小电流断续焊接,控制母体温度不要升温太多,好是保持常温状态为理想,这样可以让焊缝有非常非常高的成功率。
山东上焊焊接材料有限公司
山东上焊焊接材料有限公司,是国内较早开发和生产焊接材料的厂商。公司主营业务为开发、生产和销售焊丝及焊条( 特种焊接材料,堆焊耐磨焊接材料,不锈钢焊接材料,镍基合金焊接材料,耐热钢焊接材料,埋弧焊丝,气保焊丝,药芯焊丝, 钛焊丝, 银焊丝, 铝焊丝, 铜焊丝,低合金钢焊丝系列),公司设备精良,其中关键工序的设备系从美国、德国等国家引进。公司具备完善的生产、试验和检测手段,技术力量雄厚。公司具有较强的研发能力,先后与西安科技大学、宝钢钢铁公司、鞍山钢铁公司、邯郸钢铁公司建立了良好的合作关系 自创立以来,公..……




