



镍铜铸铁焊条报价牌号
-
 256耐磨焊条用途
256耐磨焊条用途
面议
-
 北京E2594不锈钢焊条
北京E2594不锈钢焊条
面议
-
 上海普陀Z258铸铁焊丝
上海普陀Z258铸铁焊丝
面议
-
 性能钴基合金焊丝
性能钴基合金焊丝
面议
-
 北京38%银焊丝
北京38%银焊丝
面议
-
 上海T237铜焊条使用方法
上海T237铜焊条使用方法
面议
-
 北京门头沟高硬度耐磨焊丝
北京门头沟高硬度耐磨焊丝
面议
-
 904l不锈钢焊丝
904l不锈钢焊丝
面议








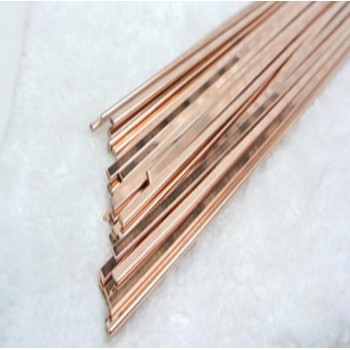
镍铜铸铁焊条报价牌号
产品别名 |
铜焊条 |
面向地区 |
全国 |
铜-磷二元合金形成共晶, 共晶成分含P8.25%,; 共晶体由α+Cu 3P组成。 Cu3P给铜磷钎料带来了脆性。 因此, 铜磷钎料 在强度方面和银钎料差不多, 但塑性却比银钎料差很多, 所以处在冲击 和震动工作状态的接头不宜采用铜磷钎料。
注意事项:
1.焊前焊条在200左右烘焙1小时。焊件表面的水分、油污、氧化物等杂质清除干净方可施焊。
2.在一般情况下,预热温度应掌握在400-500之间。施焊时应采用短弧,宜作往复直线运动,这样可以改善焊缝的成形。
3.对于较长的焊缝应采用逐步退焊法,焊接速度应尽可能地快。多层焊时清除层间的熔渣。焊后用平头锤锤击焊缝。消除应力,改善焊缝质量。
铜焊条的执行标准主要包括以下几个方面: 一、国家标准 铜焊条的国家标准为GB/T 3670-2021,该标准代替了原先的GB/T 3670-1995。新标准于2021年发布,并按照GB/T 1.1-2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定进行起草。与旧标准相比,新标准除结构调整和编辑性改动外,还增加了一些新的焊条型号,如ECul892、ECul893等,同时保留了原标准中的全部12个焊条型号。 二、主要技术内容 1. 型号编制:铜焊条的型号由两部分组成,部分为字母“E”,表示焊条;第二部分为“Cu”加4位数字或4位数字与字母的组合,表示铜基熔敷金属化学成分分类的数字代号。此外,还可在第二部分之后用括号附加可选代号,以表示特定的化学成分。 2. 尺寸要求:铜焊条的尺寸应符合GB/T 25775的规定。 3. 药皮要求:焊条药皮应均匀、紧密地包覆在焊芯周围,且不应有影响焊接质量的裂纹、气泡、杂质及脱落等缺陷。引弧端药皮应倒角,焊芯端面应露出,露芯长度应不大于3mm。 4. 偏心度要求:焊条的偏心度应符合一定的规定,具体数值根据焊条直径的不同而有所差异。 5. 熔敷金属化学成分:熔敷金属的化学成分应符合标准中规定的范围,包括铜、铝、铁、锰、镍等元素的含量。 三、实施时间 GB/T 3670-2021《铜及铜合金焊条》标准于2024年6月1日开始实施。该标准的实施为铜焊条的生产、检验和使用提供了依据,有助于提高铜焊条的质量和焊接效果。 综上所述,铜焊条的执行标准主要涉及国家标准、主要技术内容和实施时间等方面。如需了解更多详细信息,建议查阅相关标准文件或咨询人士。
山东上焊焊接材料有限公司
山东上焊焊接材料有限公司,是国内较早开发和生产焊接材料的厂商。公司主营业务为开发、生产和销售焊丝及焊条( 特种焊接材料,堆焊耐磨焊接材料,不锈钢焊接材料,镍基合金焊接材料,耐热钢焊接材料,埋弧焊丝,气保焊丝,药芯焊丝, 钛焊丝, 银焊丝, 铝焊丝, 铜焊丝,低合金钢焊丝系列),公司设备精良,其中关键工序的设备系从美国、德国等国家引进。公司具备完善的生产、试验和检测手段,技术力量雄厚。公司具有较强的研发能力,先后与西安科技大学、宝钢钢铁公司、鞍山钢铁公司、邯郸钢铁公司建立了良好的合作关系 自创立以来,公..……




