



焊丝铝电流

-
 金铝焊丝焊后效果
金铝焊丝焊后效果
面议
-
 钴基药芯焊丝批发价格
钴基药芯焊丝批发价格
面议
-
 纯铝焊丝型号力学性能
纯铝焊丝型号力学性能
面议
-
 银焊丝批发使用说明
银焊丝批发使用说明
面议
-
 铸铁焊条加工方法用途
铸铁焊条加工方法用途
面议
-
 焊丝铸铁使用方法
焊丝铸铁使用方法
面议
-
 钴基hs113焊丝焊前准备说明
钴基hs113焊丝焊前准备说明
面议
-
铝丝焊机焊后效果
面议
产品别名 |
铝硅焊丝 |
面向地区 |
全国 |
焊丝铝电流
铝合金焊接保护措施
1、焊前用化学+机械的方法清除工件坡口及周围部分和焊丝表面的氧化物,顺序是先化学清洗,后机械打磨;
2、焊接过程中要采用合格的保护气体进行保护;
3、在气焊时,采用熔剂,在焊接过程中不断用焊丝挑破熔池表面的氧化膜。
焊接难点
(1)极易氧化。在空气中,铝容易同氧化合,生成致密的三氧化二铝薄膜(厚度约0.1-0.2μm),熔点高(约2050℃),远远超过铝及铝合金的熔点(约600℃左右)。氧化铝的密度3.95-4.10g/cm3,约为铝的1.4倍,氧化铝薄膜的表面易吸附水分,焊接时,它阻碍基本金属的熔合,极易形成气孔、夹渣、未熔合等缺陷,引起焊缝性能下降。
(2)易产生气孔。铝和铝合金焊接时产生气孔的主要原因是氢,由于液态铝可溶解大量的氢,而固态铝几乎不溶解氢,因此当熔池温度快速冷却与凝固时,氢来不及逸出,容易在焊缝中聚集形成气孔。氢气孔难于完全避免,氢的来源很多,有电弧焊气氛中的氢,铝板、焊丝表面氧化膜吸附空气中的水分等。实践,即使氩气按GB/T4842标准要求,纯度达到99.99% 以上,但当水分含量达到20ppm时,也会出现大量的致密气孔,当空气相对湿度超过80%时,如果不采取加热等措施,焊缝就会明显出现气孔。同时,采用小电流慢速焊,加大焊缝冷却时间,并利用焊丝电弧进行熔池搅动,可以较好的帮助气体排出熔池。
(3)焊缝变形和形成裂纹倾向大。铝的线膨胀系数和结晶收缩率约比钢大两倍,易产生较大的焊接变形的内应力,对刚性较大的结构将促使热裂纹的产生。
(4)铝的导热系数大(纯铝0.538卡/Cm.s.℃)。约为钢的4倍,因此,焊接铝和铝合金时,比焊钢要消耗更多的热量。
(5)合金元素的蒸发的烧损。铝合金中含有低沸点的元素(如镁、锌、锰等),在高温电弧作用下,极易蒸发烧损,从而改变焊缝金属的化学成分,使焊缝性能下降。
(6)高温强度和塑性低。高温时铝的强度和塑性很低,破坏了焊缝金属的成形,有时还容易造成焊缝金属塌落和焊穿现象。
(7)无色彩变化。铝及铝合金从固态转为液态时,无明显的颜色变化,使操作者难以掌握加热温度
铝容器的应用特点
(1)铝在空气和氧化性水溶液介质中,其表面较易产生致密的氧化铝钝化膜,它在一些氧化性介质中具有良好的耐蚀性。在高温中,纯铝的耐蚀性优于不锈钢。铝材常作为耐蚀容器材料。
(2)对一些腐蚀性不太强,但要求防铁污染的介质,如化纤生产介质等,铝有较好的耐蚀性,而且没有铁污染物料,因此,铝材常作为防铁污染的容器的材料。其他有色金属容器也能防铁污染,但铝便宜。
(3)铝是面心立方晶格,没有同素异构体,低温下不存在像铁素体钢那样的脆性转变,铝容器的低设计温度可达-269℃。铝材常作为低温容器的材料。铝镁合金中的镁含量较高时,会以金属间化合物Mg2Al3和Mg5Al8在晶间析出,使铝镁合金在某些介质中产生应力腐蚀敏感性,只有在65℃以下使用才不会产生应力腐蚀,因此含镁量超过了3%的铝镁合金规定设计温度不超过65℃。析出相过多也会降低冲击韧性,因此含镁量超过3%的铝镁合金及其焊接接头应检验冲击韧性。其他铝和铝容器,包括低温铝容器均不要求进行冲击韧性检验。
(4) 由于铝镁硅合金固溶时效状态强度高,塑性也较好,焊接性好,焊接接头在焊后状态仍能保持较高的强度,因而常用作容器用高强度铝合金。铝,特别是纯铝的规定非比例伸长应力很低,在小的载荷下即会产生塑性变形。铝容器在使用与运输时,应留意碰撞变形。
(5) 为了得到好的塑性,纯铝、铝锰合金和铝镁合金的变形铝材都只在退火状态或热作状态使用,不采用冷作状态。热作状态铝的焊接接头,焊接热对热影响区有退火作用,因而其许用应力也只取退火状态铝材的许用应力。只有铝镁硅合金和铝铜合金的铝材才采用固溶时效状态,以其高强度。
应用举例:铝母线的焊接
大中型发电机组的槽形和管形,小型机组的板状母线。
1、母线材质、焊接材料及设备
母线材质:L2工业纯铝;
焊材:丝301或丝311;
焊接设备:交流氩弧、熔化极气体保护焊机。
2、对接坡口及接头垫板
(1)对接坡口及其尺寸
δ≤6mm,不开坡口,间隙2-5mm;
δ=6-20mm,70ºV型坡口,间隙5-8mm,钝边1-2mm。
(2)坡口根部垫板
1)铝质或钢质;
2)垫板的大小视母线形状和尺寸而选择;
3)母线为板状或槽状时,选板形垫板;
4)母线为管形时,一般选纯铝垫圈;
5)母线封闭外壳的环缝对接选用带弧形槽的钢垫板。
3、清洗工艺
(1)焊丝清洗:分焊丝整理,碱洗,酸洗,烘干存放几个步骤。烘好的焊丝要随即使用,避免再次氧化。
(2)焊件坡口清理
1)化学清洗 :采用清洗剂进行清洗。
2)机械清洗:先用(、松香或汽油)擦拭表面除油污,然后用细钢丝刷或刮刀使母材焊接区刮至有金属光泽为止。
(3)焊接过程中的清理
清除焊接过程中出现的黑斑、粘合、夹渣(铲削)。
4、焊接工艺
(1)预热:一般可采取电阻炉加热。高一些为好,但不要超过250ºC。
(2)工艺要点:TIG焊
1)大规范参数:钨棒直径3-6mm,焊丝直径2.4-6mm,焊接电流250-400A,氩气流量15-20l/min(视喷嘴大小决定)。
2)点焊要求
直线焊缝先点焊两端,后点焊中部至少三处,每处约60~80mm;
外壳环焊缝每隔60º点焊一处,每处长约80mm左右;
管形主母线沿圆周均分2-4处点焊,每处长约40-50mm。
3)好用铝制引弧板引弧和收弧。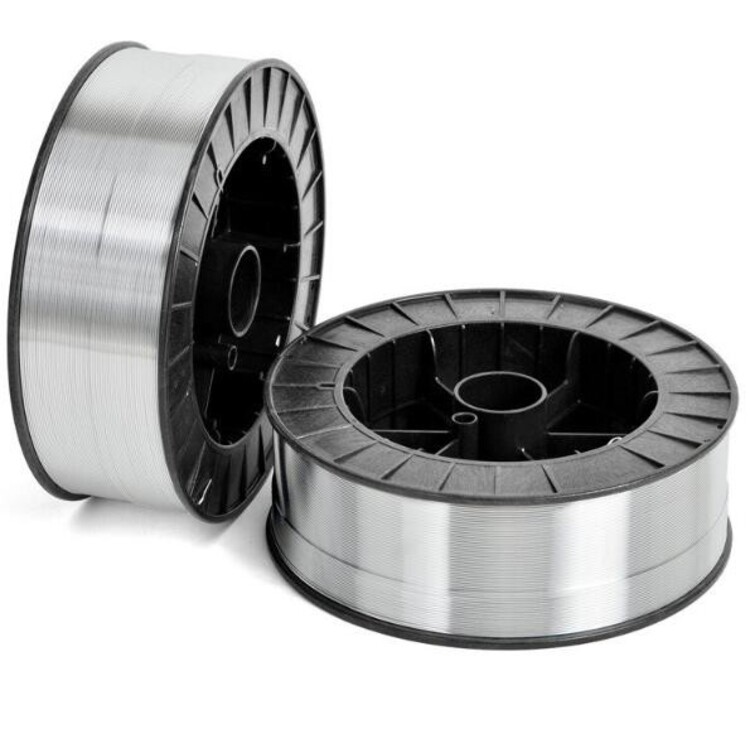
多功能电脑剥线机的明显优势:
1、多功能高速电脑剥线机是以高速进行线材料厂尺寸切断、两端剥皮、单端剥皮及半剥的自动裁线机。
2、使用伺服马达控制裁线、剥皮等动作使裁出长度更准确。
3、长度变换及全剥、半剥采用按键方式设定,简易又快速。
4、剥皮长充及切刀深度之变换采用微调旋转方式、简易又快速。
5、速度可分为五段,可依据线材规格设定,使粗线、细线均可稳定生产。
6、各检出标准有气压低下、气缸卡住马达异常、计数一致显示等功能,异常时能自动停机,并将检出情况显示于人机界面上,方便迅速排除故障,以减少停机时间。
7、特点为调整技术性少,压线少,调整时间短,操作方便简便。
8、可搭配分线机,完成排线之分线、裁线及剥皮动作,提高生产效率。
9、本机加工600mm长线每分钟可拉50次,是台式1出2剥线机的4倍以上。
拉丝机原理按其主要用途可分为金属复合材料拉丝机,塑料拉丝机,竹板材拉丝机。金属复合材料拉丝机属于标准件等金属制品生产加工预加工机械设备,目的是由于把由不锈钢板材制造商生产加工运输至标准件等金属制品制造业企业的电缆线或圆棒根据拉丝机的拉拨处理,使电缆线或圆棒的直径,同轴度,内部金相检验结构,表面光泽度和调直度都确保标准件等金属制品生产加工务必的原料处理要求。
丝机也被称作拔丝机,拉线机英文名为:drawingmachine,是在工业化生产应用中运用很广泛的工业设备,普遍应用于工业设备生产制造,五金加工,石油化工设备机器设备,塑料,竹板材商品,电线电缆等行业。
山东上焊焊接材料有限公司
山东上焊焊接材料有限公司,是国内较早开发和生产焊接材料的厂商。公司主营业务为开发、生产和销售焊丝及焊条( 特种焊接材料,堆焊耐磨焊接材料,不锈钢焊接材料,镍基合金焊接材料,耐热钢焊接材料,埋弧焊丝,气保焊丝,药芯焊丝, 钛焊丝, 银焊丝, 铝焊丝, 铜焊丝,低合金钢焊丝系列),公司设备精良,其中关键工序的设备系从美国、德国等国家引进。公司具备完善的生产、试验和检测手段,技术力量雄厚。公司具有较强的研发能力,先后与西安科技大学、宝钢钢铁公司、鞍山钢铁公司、邯郸钢铁公司建立了良好的合作关系 自创立以来,公..……




